对于那些参与生产无菌和高效产品的公司,粉末系统有限公司讨论了设备的挑战和创新解决方案

无菌药物的无菌灌装仍然是生物制药生产中最具挑战性的过程之一。它需要人员、产品、设备和支持设施之间的协调和互动。与此同时,由于临床药理学和肿瘤学研究的重大进展,高效活性药物成分(HAPIs)的配方正在增长。最近的行业估计,超过40%的新api属于这一类别。
高效力原料药在较低浓度时比传统原料药有更大的效果,而且向更高效力的趋势也反映在生物制药领域。为了提高无菌产品的效力,需要从两个角度对生产过程进行评估:对操作人员和环境安全的高密封要求;无菌工艺规程对无菌成品的完整性进行了保护。这是两种不同的方法,没有许多药品制造商和工艺设备供应商能够作为一个整体考虑。
随着全球需求的增长,合同制造商和全球制药集团需要了解生产无菌和强效产品时的关键考虑因素,如下所述,任何隔离技术的使用都需要了解和审查,最好是应用数十年的无菌制造高密封知识。
后,ISPE Risk-Mapp指南,隔离器被定义为一种密封性强的外壳,用于保护操作人员免受危险或有效过程的影响,或保护过程免受人员或有害外部环境的影响,或两者兼有。图2中的遏制隔离器通过以下参数保护操作符不受效力的影响。
控制水平由制造商或咨询代理确定,他们将确定特定药物制造所需的职业接触极限(OEL)。对于强效化合物,隔离器应确保OEL为1-10 μ m/m3.或者在采样周期内更低。

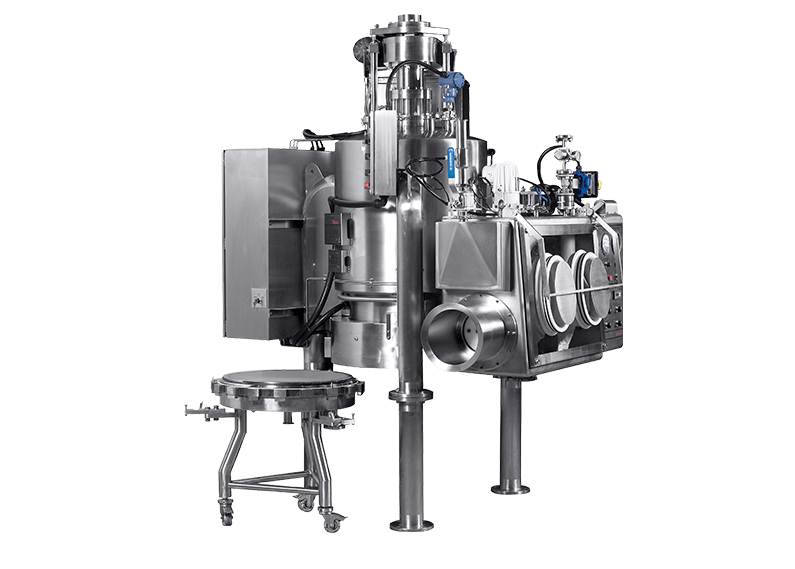
图1:PSL开发的双隔离器,正在进行工厂验收测试(FAT)
高密封隔离器通常在负压下运行,以最大限度地确保操作人员和环境安全。换句话说,如果安全壳被打破,外部空气将被拉进隔离器内,避免操作人员接触产品。负压通常为- 100pa,必须由电子控制。出于同样的原因,隔离器中的空气不能与周围环境的空气交换。高效空气过滤器用于循环房间空气与一个“推-推”系统安全远程更改。高密封手套箱通常用氮气清洗,以提高安全性或对空气敏感的产品要求。
应整合安全功能;例如,在开始操作后,带安全防护手套的联锁门窗。所有液位均应显示,以实时指示隔离器的状态(压力、氮气等)。这种类型的隔离器通常被分类为ISO 7(10000级静止,C级),作为推荐使用的一部分,所有离开隔离器的材料必须使用快速传输端口(RTP)或气闸进行清洁或密封。

图2:高密封隔离器
整个隔离器必须以可重复和可量化的方式进行清洁,以避免交叉污染。在鉴定过程中应使用棉签测试和示踪物质。因此,人机工程学是设计的重要组成部分,让操作人员能够接触和擦拭机柜的每个部分。
为了使安全壳隔离器合格,需要在工厂验收测试(FAT)和现场安装和运行认证期间进行一系列测试。强烈建议在FAT过程中测试OEL水平,或在现场安装后测试它是否符合指定的设计OEL。第三方通常使用安慰剂在隔离器中执行所有操作,允许测量操作人员和房间中空气中的颗粒浓度,以证明已经达到OEL水平。
无菌处理中使用的隔离器的要求与密闭隔离器技术不同。它们不能与周围环境交换空气,而是在正压下工作。这里的理念是保护产品不受外界影响,这意味着在密封破裂的情况下,正压将“推”出机柜空气,以保护产品不受环境影响,但将操作人员暴露在产品中。正压通常为50pa,必须由电子控制。
在生产前必须进行广泛的灭菌程序,不需要氮气清洗。来自房间的空气通常通过高效空气过滤器在隔离器中再循环。单向气流(UDAF)以所需的最小0.45m/s气流在隔离器内循环空气。一个均匀和高效的气流系统是一个适当的无菌环境的关键。
对于A级,该类型隔离器的空气颗粒分类为ISO 4.8,由颗粒≥5.0µm的限制(最小样本量为1m)决定3.每个采样点)。洁净室和受控环境的设计和建造符合ISO 14644。本标准规定了满足定义的空气质量分类所需的清洁环境所需的总颗粒数。
无菌隔离器必须使用蒸发过氧化氢(VHP)以可重复的方式消毒,而不是严格的清洁程序和包含的材料转移。所有进入隔离器的材料都必须经过消毒,并且必须直接通过净化或消毒系统或通过RTP进入。
对于无菌隔离器的鉴定,还应在现场进行的FAT和安装和操作鉴定期间进行一系列测试。通过泄漏测试验证隔离器的完整性,包括若干压力测试,如保压测试(两倍于操作压力,每小时损失小于隔离器总容积的0.5%是可接受的),或手套压力测试,由物理和微生物资格和趋势分析支持。
从所给出的简要概述来看,由于无菌加工和高密封生产遵循截然不同的方法,制造商寻找既能生产无菌产品又能生产高效产品的合适技术所面临的挑战显而易见。
一个无菌的高效液体产品必须从周围环境保护,以避免微生物污染,同时从操作人员。在无菌隔离器中正压正常操作时,满足这些要求。但在容器被破坏的情况下,操作人员将暴露在强效产品中。此外,空气循环不适合敏感的强效产品在灌装或处理操作。
那么,什么是无菌和/或高效液体生产线最合适的技术,将无菌和密闭隔离功能结合在一起?
密封供应商粉末系统有限公司(PSL)已经开发了一种替代技术,以取代现有的复杂解决方案,主要包括将无菌隔离器集成到密封隔离器中。所谓的双重隔离器是一种密封解决方案,使无菌产品的制造无菌条件下和强有力的产品在高密封操作。
在双隔离器内可以进行的典型操作有:
双隔离器通过入口hepa使用UDAF循环室内空气和压缩氮气。空气或氮气可以通过实时颗粒监测进行再循环,以尽量减少氮气或房间空气的消耗。也可使用100%新鲜空气。
压力要求是无菌高效隔离器的第二个关键特征。双隔离器在正(+50Pa)或负(-80Pa)压力下工作。压力水平通过开关或紧急模式控制。无菌操作需要正压模式,高效工艺需要负压模式。紧急模式触发阀门关闭并开启氮气流。
保证和测试的包容水平达到小于1µg/m3.(8h TWA, 1h采样周期),当隔离器在负压下运行时,为高效操作净化氮气时,操作人员的安全。隔离器的设计和制造符合ISO 14644标准的ISO 4.8级等行业法规,并通过了cGMP认证。
如图3所示,整个灭菌循环,从加气、居住和保持到各种通风操作,都是使用位于隔离器附近的VHP发电机进行的。与无菌隔离器一样,FAT期间需要进行特定性能测试,包括:烟雾测试、气流测绘、颗粒监测和微生物测试。

图3:双隔离器的灭菌过程配置
最后,隔离器结合了人体工程学的特点,从高效和无菌的遏制系统带来最好的技术市场。设计特点包括带充气密封的升降窗,便于访问和维护;无菌生产的手套式设计,无死腿,自动泄漏率和温度监测。
隔离器采用“即插即用”技术设计。它是移动的,具有灵活的RTP连接,减少占地面积和远程I/O(集成到隔离器主制造中)。也可以使用气锁系统在进入隔离器之前对材料进行消毒。
所有这些功能使双隔离器成为真正的多功能技术,是多产品制造商或合同制造组织的理想选择。manbetx足球体育第一批系统将安装在一家全球合同制造商的欧洲无菌配方设施中。

图4:双隔离器的内部视图,显示了VHP喷嘴、横向提取槽和快速传输端口